Oxy Acetylene Torch Settings Chart
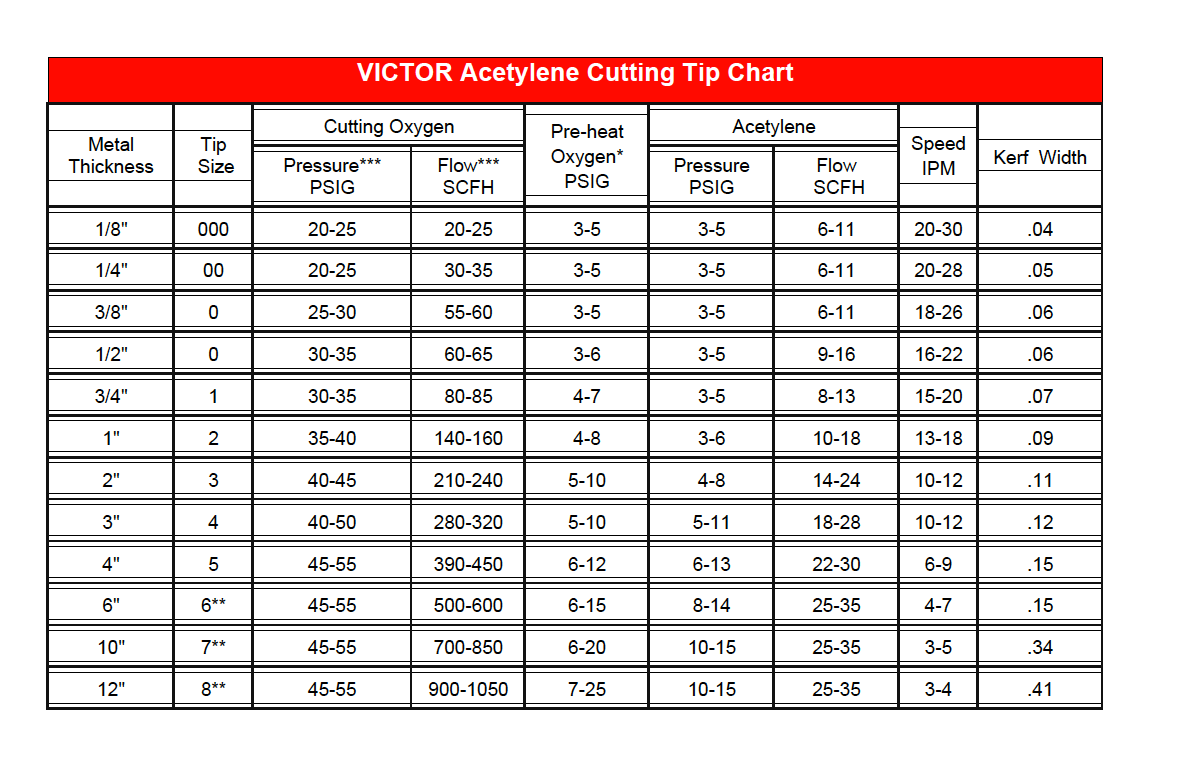
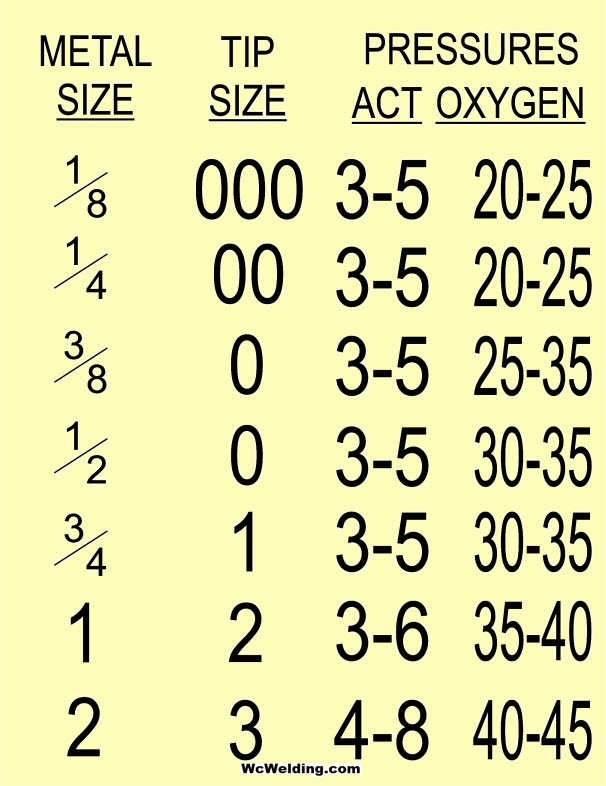
Oxy Acetylene Torch Settings Chart - Open the oxygen valve present on the welding torch. This is especially important for oxygen cylinder connections. Web the ideal cutting settings for oxy acetylene depend on factors like material type, thickness, and torch tip size. Make use of correct welding & cutting technique. Open oxygen valve and adjust to neutral. So, what is the proper way to handle an. Find out the advantages, disadvantages, and. Generally, the oxygen pressure should be set. · make sure regulator pressure adjustment screws are backed out! Web ignite flame with striker. Increase regulator pressures if longer hose. The tip size is determined by the orifice for cutting oxygen gas. Everyone in the hvac/r trade uses some type of torch to braze or solder alloys together. Web learn how to set up and use an oxy acetylene cutting torch for various metals. Decrease until flame goes back to tip. · make sure torch valves are closed! This will depend on the thickness of the metal you are welding, as well as the type of joint you. Web the tip sizes range from 000 to 8, coinciding with a metal thickness of 1/8 to 12 inches. Web the first step in setting up your oxy acetylene rosebud torch is to choose the right tip. You must know the manufacturer or model of your torch and/or the part number of the cutting tips you want to replace as this. This is determined by the brand. Open the oxygen valve present on the welding torch. · make sure regulator pressure adjustment screws are backed out! Find out the advantages, disadvantages, and. Web learn how to set up and use an oxy acetylene cutting torch for various metals. Web the ideal cutting settings for oxy acetylene depend on factors like material type, thickness, and torch tip size. Find out the safety precautions, gas pressures, flame characteristics,. Open oxygen valve and adjust to neutral. Regulator pressures are for 50 ft (13 m) or less of 3/8 in. So, what is the proper way to handle an. Generally, the oxygen pressure should be set. Adjust to the correct flame setting. Everyone in the hvac/r trade uses some type of torch to braze or solder alloys together. So, what is the proper way to handle an. Open oxygen valve and adjust to neutral. This guideline will let you. It utilizes a mixture of oxygen. Regulator pressures are for 50 ft (13 m) or less of 3/8 in. The tip size is determined by the orifice for cutting oxygen gas. Web the ideal cutting settings for oxy acetylene depend on factors like material type, thickness, and torch tip size. Web the ideal cutting settings for oxy acetylene depend on factors like material type, thickness, and torch tip size. Web the tip sizes range from 000 to 8, coinciding with a metal thickness of 1/8 to 12 inches. Web ignite flame with striker. Web learn how to set up and use oxy acetylene welding equipment, including pressure, flame types, rods,. Decrease until flame goes back to tip. Web learn how to set up and use oxy acetylene welding equipment, including pressure, flame types, rods, and kit. Make use of correct welding & cutting technique. Open oxygen valve and adjust to neutral. Web learn how to set up and use an oxy acetylene cutting torch for various metals. So, what is the proper way to handle an. Increase fuel gas flow until flame leaves end of tip and no smoke is present. Web the tip sizes range from 000 to 8, coinciding with a metal thickness of 1/8 to 12 inches. 1) the table lists victor, harris, and airco seat types. This will depend on the thickness of. Web setting the correct working pressures. This will depend on the thickness of the metal you are welding, as well as the type of joint you. Everyone in the hvac/r trade uses some type of torch to braze or solder alloys together. Web the first step in setting up your oxy acetylene rosebud torch is to choose the right tip.. Generally, the oxygen pressure should be set. You must know the manufacturer or model of your torch and/or the part number of the cutting tips you want to replace as this. Web the ideal cutting settings for oxy acetylene depend on factors like material type, thickness, and torch tip size. There are a number of different types of oxy. So,. Decrease until flame goes back to tip. Inspect cylinder valves for damage and the presence of oils or grease. Find out the basics, gas pressure settings, cutting techniques, and maintenance tips. Web the tip sizes range from 000 to 8, coinciding with a metal thickness of 1/8 to 12 inches. Web the first step in setting up your oxy acetylene. Make use of correct welding & cutting technique. · make sure torch valves are closed! The tip size is determined by the orifice for cutting oxygen gas. Find out the advantages, disadvantages, and. Web the ideal cutting settings for oxy acetylene depend on factors like material type, thickness, and torch tip size. Increase regulator pressures if longer hose. Do you happen to know which type seat is most. This will depend on the thickness of the metal you are welding, as well as the type of joint you. So, what is the proper way to handle an. This is determined by the brand. Web the first step in setting up your oxy acetylene rosebud torch is to choose the right tip. Web the tip sizes range from 000 to 8, coinciding with a metal thickness of 1/8 to 12 inches. Inspect cylinder valves for damage and the presence of oils or grease. Generally, the oxygen pressure should be set. Web there's lots of info in that chart but i still have two questions: 1) the table lists victor, harris, and airco seat types.
Oxy Acetylene Torch Tip Chart

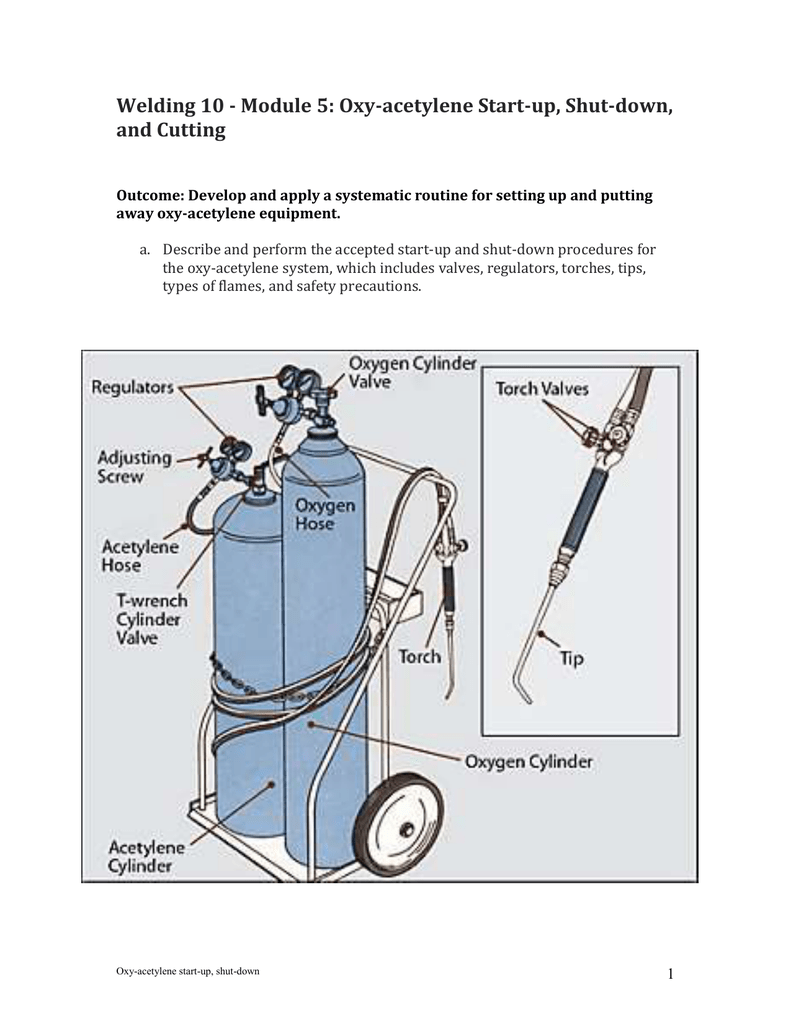
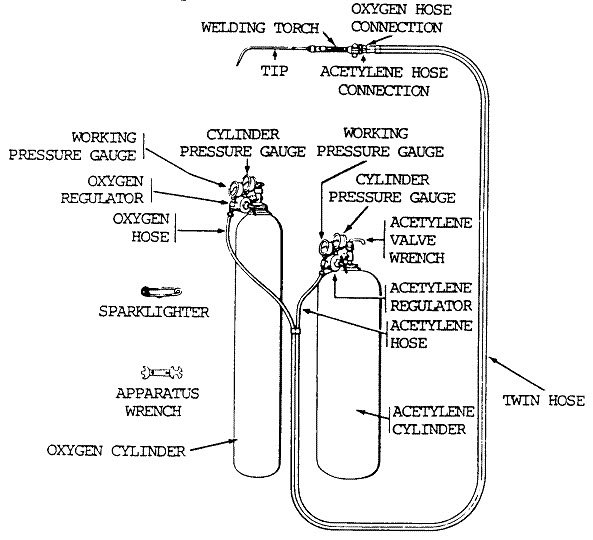
How to Set Up an Oxy Acetylene Torch (with Pictures) wikiHow
Oxyacetylene Torch Settings Chart
Oxyacetylene Torch Settings Chart
Cutting Torch Guide
Oxy Acetylene Cutting Torch Settings Chart A Visual Reference of
Oxy Acetylene Settings Chart

OxyAcetylene Welding Tips Model W1 Compatible with 100 Series Victor

Oxyacetylene Torch Settings Chart

Oxy Acetylene Torch Tip Chart
Web Setting The Correct Working Pressures.
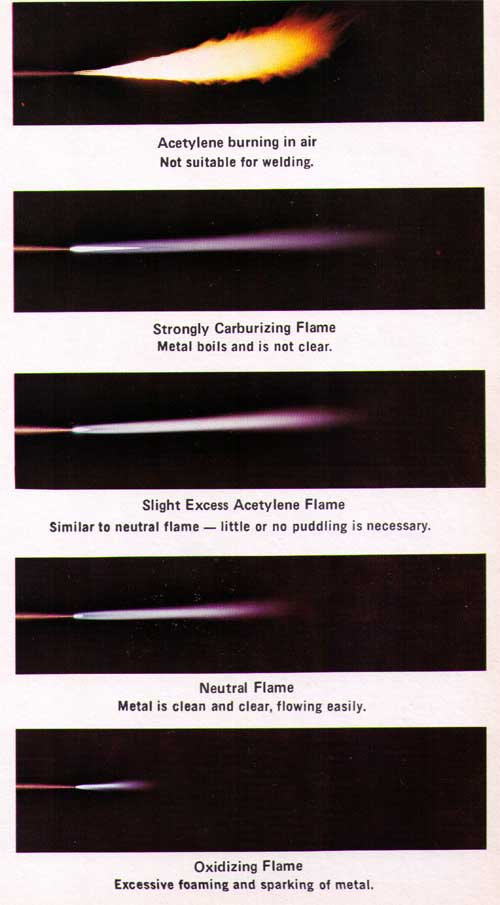
Web Learn How To Set Up And Use Oxy Acetylene Welding Equipment, Including Pressure, Flame Types, Rods, And Kit.
Regulator Pressures Are For 50 Ft (13 M) Or Less Of 3/8 In.
Increase Fuel Gas Flow Until Flame Leaves End Of Tip And No Smoke Is Present.
Related Post: